

That skepticism is understandable — and incorrect. The pinch valve principle has been established for decades in industries where reliability under harsh conditions is non-negotiable: mining, wastewater treatment, pharmaceuticals, food processing, chemical process engineering.
What distinguishes this valve type, what it can do, and where its constructive limits lie — this article provides a complete, unvarnished overview.
Operating Principle: What a Pinch Valve Is and How It Works
A pneumatic pinch valve consists of essentially three components:
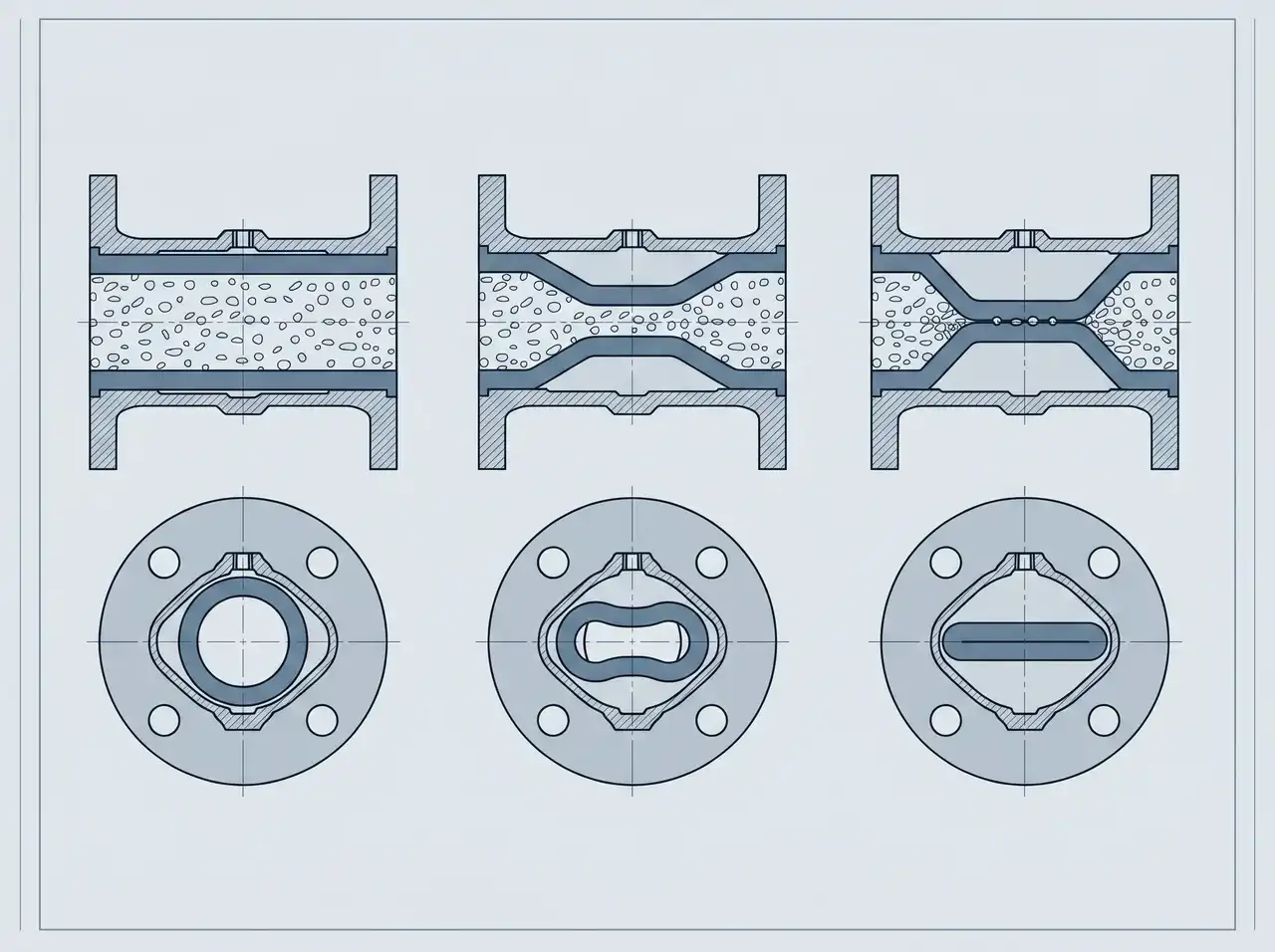
In the open position (no control pressure): the sleeve rests relaxed inside the housing; the flow path is fully open — identical to a straight pipe section of equal cross-section.
In the closed position: control pressure acts on the sleeve from the outside. It compresses from both sides toward the center until the sleeve walls lie fully against each other — leak-free shutoff.
Variants: For continuous flow control, proportional versions are available where the closing degree is regulated proportionally via control pressure. For complete shutoff function (binary: open/close), the standard pinch valve is optimized.

Simplicity and Cost Efficiency
Mechanical simplicity is not a design compromise — it is an engineering goal. A pneumatic pinch valve has one moving component in the media stream: the sleeve. No ball, no gate, no spindle, no sliding ring. This reduces potential failure points to a minimum.
Pneumatic actuation uses compressed air — available in virtually every industrial plant. No positioning electronics are required (for pure open/close function), no motor cables, no encoders. Integration into existing plants is comparatively straightforward.
Savings extend beyond acquisition and installation costs. Training requirements, spare parts inventory (only sleeves in a few material grades), and maintenance expertise are all reduced: a maintenance technician without valve specialization can replace a sleeve.
Minimal Maintenance, One Defined Wearing Part
The maintenance concept of a pinch valve is radically simple: the sleeve is the only wearing part. When it has reached end of service life, it is replaced. The housing, air connections, and pneumatic actuator typically have a service life far exceeding that of the sleeve.
Sleeve replacement takes between 5 and 20 minutes depending on the design, and in most HO-Matic versions without removing the valve from the pipeline. This is a decisive difference from fittings that require complete disassembly for every seal change.
For plant operators, this means maintenance planning becomes predictable. Sleeve service lives can be determined from operating data and planned proactively — predictive maintenance without sensor overhead.
Effective Sealing — Even with Solids
The ability to close leak-free even with solid particles in the stream is a capability that many valve types cannot offer. On closing, the sleeve simply pushes solid particles ahead of it and displaces them from the closing zone. The result: the sleeve walls meet against each other without trapping solids — complete shutoff even in particle-laden streams.
This property is critical in bulk solids technology, mineral processing, and wherever other valve types fail to seal due to trapped particles.
Corrosion and Abrasion Resistance Through Material Selection
Since only the sleeve contacts the medium, its material can be precisely matched to the medium — without regard for housing material, actuator, or other components:
This modularity — one housing, interchangeable sleeve in various material grades — reduces inventory and simplifies engineering across different process areas of the same plant.
Zero Contamination Through Full Encapsulation
The process medium contacts exclusively the inner surface of the sleeve at all times. Metallic components, lubricants, or actuator parts never touch the medium under any operating condition. This is a system-inherent property — not a design option that disappears under certain installation conditions.
In industries with strict purity or hygiene regulations (pharma, food, semiconductor manufacturing), this property is not merely a comfort advantage but a regulatory prerequisite that the pinch valve fulfills without additional measures.

Technical honesty is part of good application engineering advice. Pneumatic pinch valves have clearly defined operating limits that must be considered during specification.
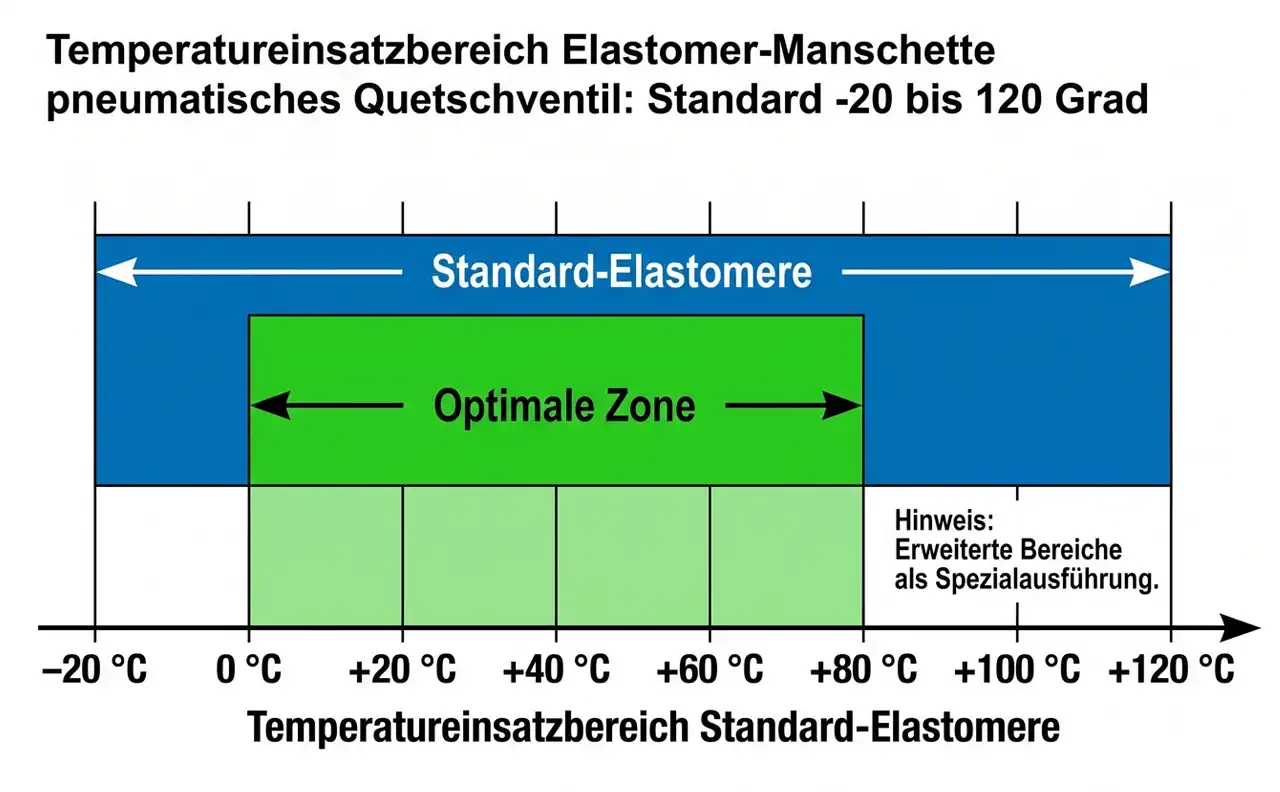
Elastomer Temperature Range
Available standard grades cover an operating range of typically −20 °C to +120 °C. This range encompasses the vast majority of industrial processes.
Outside this range, specialty materials exist — but they trade extended temperature limits against compromises in other mechanical properties (reduced elasticity, shorter service life, limited chemical resistance). For continuous high-temperature applications above 130 °C, alternative valve concepts should be evaluated.
Pressure Range
Pneumatic pinch valves are rated for media pressures up to approximately 5 bar. Since complete closing requires a differential pressure of approximately 2.5 bar between control pressure and media pressure, roughly 7.5 bar control pressure is required at 5 bar media pressure.
Beyond this pressure level, the loads on the sleeve during the closing stroke increase disproportionately, dramatically reducing service life. For high-pressure applications (> 6 bar media pressure), pinch valves are not the primary constructive recommendation.
No Fine Control at Very Small Nominal Sizes
At very small nominal sizes (DN < 15), the proportional control characteristic of the pinch valve is geometrically constrained by the sleeve geometry. For precision flow control of very small volumetric flows, alternative valve concepts should be evaluated.
Well suited when:
Not well suited when:
For all other cases: it is almost always worth including a pinch valve in the comparison — the TCO calculation comes out in its favor more often than expected.

